By: Tim Cullina, MS. PE, Senior Safety and Environmental Consulting Engineer, Fauske & Associates, LLC
& Ursula Malczewski, Chemical Engineer, Fauske & Associates, LLC
Combustible dust is present across virtually all industries; sometimes as a raw material or final product, other times as an undesired waste. Near misses, fires, and explosions happen every day. Fauske & Associates, LLC has been in the chemical process safety industry for over 36 years; needless to say, we’ve seen a lot: the good, the bad, and the disastrous. A lack of attention to leading safety indicators can result in critical oversights that can precede an incident. Three crucial errors a facility can make regarding dust and their corresponding solutions are summarized in Figure 1 and explained in detail below.
Figure 1 – Summary Three Critical Combustible Dust Errors
and their Corresponding Solutions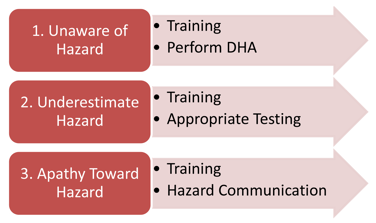
1. Unaware of the Hazard
The first sign of a looming dust fire or explosion is simply not being aware of the hazard. Part of this problem is with the naming convention. Dust can mean anything from powder to particulate solids, and it can be a hazard inside as well as outside of the equipment handling it. Wherever a combustible material is processed, smaller, more hazardous particles can be generated. Some materials, such as certain metals, may not be combustible in large sizes but when reduced to fine particulate produce hazardous characteristics.
NFPA 652 puts responsibility on the owner/operator of a facility with potentially combustible dusts to determine whether the materials are combustible or explosible. The absence of previous incidents is not allowed to be used as the basis for deeming a particulate to not be combustible or explosible. If a dust is deemed noncombustible, documentation must be kept indicating so and needs to be re-evaluated when changes to the process occur. Changes that should trigger dust hazard considerations include, but are not limited to, change in raw material (i.e. composition, supplier, particle size), new operating conditions, changes in handling equipment, etc. Evaluations should occur in order to determine how these changes impact the safety measures within the process.
In the past, some clients have contacted us only after an incident or after OSHA inspected their facility. There has been a shift now that the new NFPA 652 standard and NFPA 654 revision have been published. Companies are being proactive by conducting dust hazard analyses (DHAs) to identify and manage the flammable and/or explosive dust hazards in their facility. These updated standards require owner/operators to conduct DHAs on their processes in the next few years.
2. Underestimate the Hazard
The second marker for an imminent dust incident is underestimating the hazard. There are many ways we see facilities and personnel underestimate the hazards associated with combustible particulate. The most common mistake is assuming that a low KSt means that there is no hazard. As a matter of fact, most of the combustible dust incident case studies investigated by the Chemical Safety Board (CSB) involved St Class 1 (KSt < 200 bar-m/sec) material (Table 1). OSHA National Emphasis Program on Combustible Dusts identifies St Class 1 materials as capable of producing a “weak explosion” but as evidenced by the aftermath of these events, the results can be devastating. [1], [2]
Table 1 – Summary of Completed CSB Case Studies Involving Combustible Dust [1]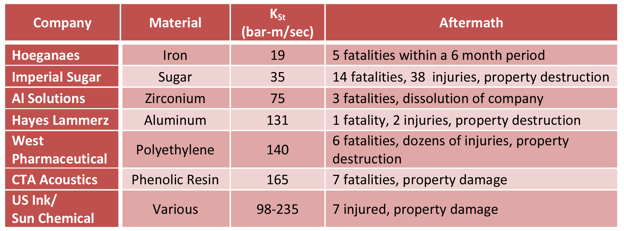
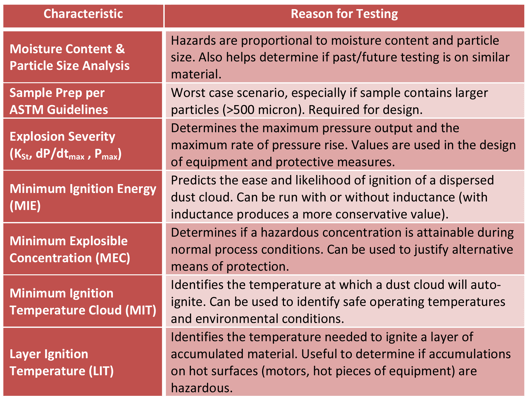
The KSt value is the normalized rate of pressure rise; a measure of the relative explosion severity compared to other dusts. The only non-exploding value of KSt is 0 bar-m/sec. That being said, explosions aren’t the only combustible hazard that can cause property damage and death. Fires and flash fires claim lives and cause equipment and facility damage and may be under reported depending on their severity. Other important characteristics to determine the material hazards are described in Table 2.
Data from sources such as literature may help you identify if you have a combustible material but should not be used to design mitigation or prevention efforts in your facility. This is because different particle size ranges of the same material can have different ignitability and explosibility characteristics, depending upon many variables such as particle size distribution, shape, and moisture content. Additionally, these variables can change while the material is passing through process equipment. For this reason, published tables of dust explosibility data may be of limited practical value.
To add to the confusion, testing done by OSHA’s laboratory will identify if your material is combustible, however, it does not follow the methodology needed to produce values that can be used for design. Despite the fact that OSHA warns against it, these values have been used by people without clear understanding of their purpose. Therefore, having representative data from your specific process is key to properly addressing the hazards in your facility.
Intentionally or unintentionally, by collecting samples from the wrong location (for example, off the floor) you are doing yourself and your employees a grave disservice. Samples should reflect the smallest particles in the area of analysis; i.e. within the piece of equipment you are trying to protect. Testing material from an inappropriate location can result in underperforming protection equipment which will not save you any money and it won’t save your facility. If you catch this mistake ahead of time, you will likely need to pay for additional testing to get the proper values; if not, you run the risk of installing mitigation or prevention equipment that may not be sized properly to limit the effects of a fire or explosion in your process.
Once you have the right data, it is also important to understand how to use it. Results from your specific sample are used to design and install appropriate equipment and decide other operational precautions. Mitigating combustible dust hazards needs to be comprehensive effort. Partially protecting a process can be just as bad as doing nothing at all.
Table 2 – Recommended Tests for Material Hazard Characterization
3. Apathy Towards the Hazard
The third sign that a facility is going to have a combustible dust event is apathy towards the hazards by personnel. It may be obvious that there is a problem but “it has always been that way”, “we never had any issues before”, etc. Most commonly, fugitive dust accumulations are the combustible elephant in the room (and on walls and ceiling beams). Warnings of thermal events include employee complaints of electrostatic shock, visible sparks, charred or smoldering product, discoloration of product or equipment, and unexpected or unusual smoking. It is important to realize that one of these may be the only warning sign of an impending fire or explosion.
Without change, employees and management can become complacent towards the problem. Ultimately, this is a systemic problem; the entire company, from top management to operators, needs to prioritize safety culture. The first step to mitigating apathy is training.
One of the top OSHA citations in terms of combustible dust is hazard communication. These requirements include proper labeling of hazardous chemical containers, the collection and use of SDSs, and employee training. Workers – including contractors – need to be told that combustible dust is present and be taught how to prevent fires and explosions. Training should include how to recognize and prevent the hazards of the dust in the facility, recognize unsafe conditions, and take preventative action and alert management. Management needs to understand how to take effective action regarding information about the identified hazards and utilize a management of change (MOC) program that investigates the safety implications of changes to processes with combustible materials. Design work needs to be completed in accordance to industry or commodity specific standards. Engineers need to be aware of the hazards associated with combustible particulate solids in order to minimize the risks in the plant and to seek professional expertise when required. Regardless of if it is fugitive or contained within the equipment, combustible dust hazards need to be given the respect they deserve. [3], [4]
Conclusion
Having a process that handles or generates combustible particulates, solids, powders, or dusts requires an ongoing effort to mitigate or prevent the risk of fires and explosions. Personnel must remain vigilant in order to stay safe. Just like other hazardous chemicals, combustible dust requires several engineered and administrative controls in order to protect your employees and business. If you have questions regarding onsite facility assessments, performing testing, or are interested in training, please contact Tim Cullina at cullina@fauske.com 630-887-5237 or Ursula Malczewski at malczewski@fauske.com 630-321-4748
References
1. Completed Investigations - Combustible Dust Explosions and Flash Fires. U.S. Chemical Safety Board. Web. , 13 Jan. 2017. <http://www.csb.gov/>.
2. United States. Department of Labor. Occupational Safety and Health Admin. CPL 03-00-008. Combustible Dust National Emphasis Program (Reissued). Washing ton, D.C.:
U.S. Department of Labor, Occupational Safety and Health Administration, 2008.
3. United States. Department of Labor. Occupational Safety and Health Admin. OSHA 3371-08 2009. Hazard Communication Guidance for Combustible Dust. Washing ton, D.C.:
U.S. Department of Labor, Occupational Safety and Health Administration, 2009.
4. Geddie, J. Edgar. A Guide to Combustible Dusts. Raleigh, NC: N.C. Dept. of Labor, Division of Occupational Safety and Health, 2009. Print.
